Getting to the Corporate “Promised Land”
Last October, I was at a manufacturing conference in Chicago during which I had the privilege of being invited to a dinner hosted by David Deutsch.
And it was during this dinner that I was introduced to Ralph Keller – who is the President of the Association for Manufacturing Excellence (AME). Thank you, David…
Ralph and I got along immediately – debating the current state  of manufacturing in America and what challenges need to be faced and the opportunities that abound. We discussed how embarking on a “Lean Initiative” will produce real, tangible and measurable results, yet many companies have the potential for greatness in the face of adversity, but are paralyzed from action. Notice that I did NOT say “can” produce results, but that a Lean Initiative WILL produce results. It’s an inevitability.
of manufacturing in America and what challenges need to be faced and the opportunities that abound. We discussed how embarking on a “Lean Initiative” will produce real, tangible and measurable results, yet many companies have the potential for greatness in the face of adversity, but are paralyzed from action. Notice that I did NOT say “can” produce results, but that a Lean Initiative WILL produce results. It’s an inevitability.
Some time later, I was working with the New York Chapter of the Association for Corporate Growth (ACG-NY) and some of its members on organizing an event whose focus would be manufacturing and logistics in the United States. As the traditional audiences of the ACG are people involved in the Mergers and Acquisitions (M&A) profession, I thought it might be a good idea to present a different perspective than that to which they had become accustomed – that of the professionals on the line who “make it happen”.
I contacted Ralph to see if he was interested in being the Keynote at the conference and he enthusiastically accepted. His talk was engaging and effectively bridged the gap between finance and execution. Everyone with whom I spoke afterwards felt richer for having attended. Thank you, Ralph…
T he following is some humble guidance to the path for getting your company to the “Promised Land” of prosperity and includes some of the charts from the Keynote Address given by Ralph Keller at the ACG Manufacturing and Logistics Conference held on May 1st and 2nd at the Ritz-Carlton in White Plains, New York.
How good can you be?
“The epitome of an elegant design is NOT when nothing else can be added, but rather, when nothing else can be taken away.”
The graph below represents what should be EXPECTED from a successful Lean Initiative. Whilst there are significant improvements in many key areas, I would like to focus on just a few.
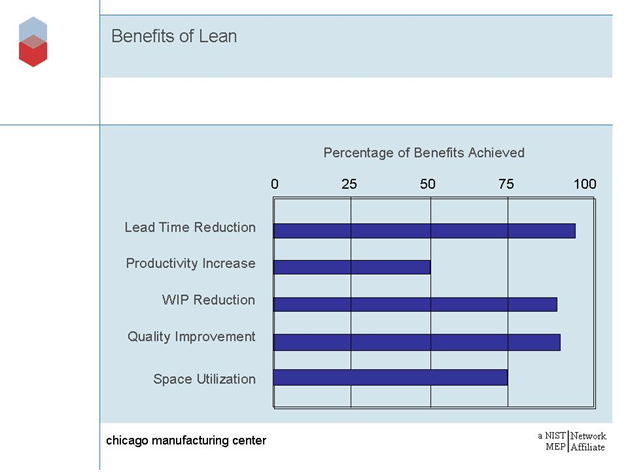
Lead-Time Reduction:
What is the competitive advantage that can be obtained from reducing Lead-Time 50% or even much more?
Years ago, I had custom replacement windows installed at my house. The lead time to delivery quoted by most companies was four to six weeks. A couple of years later, I had the opportunity to work on a project with a manufacturer of custom windows. When I completed my study, I discovered that the actual “value time” it took – the time and activity that a customer would perceive as having a value to them, and that for which they were willing to pay – was less than an hour per window from start to finish. Yet it was taking them a minimum of three weeks to get an order out the door.
My challenge, “Is there a competitive advantage to reducing lead time from four weeks to two? How about to one week?”
WIP Reduction:
It’s no accident that reducing lead-time also reduces Work-In-Process (WIP). By definition, WIP is the inventory and value-add that is being accumulated by a product during the manufacturing process. If you significantly reduce the Lead-Time, you reduce the value in WIP by a correlating amount. And, where does that value of WIP go? It’s cash in your pocket.
There is one thing you need to consider during a Lean Initiative, and that is to communicate with your banks. Most banks are lending against assets, including the value of inventory. As you succeed in your Lean Initiative, your banks will see a significant decrease in the value of the Inventory (including WIP) and this will cause some concern (especially with today’s credit situation). They will see a reduction in the collateralization of the loan and this might even trip some covenants. You will have to show them that the inventory is being turned into free cash-flow from operations . Better yet, involve the banks in the up-front planning of the Lean Initiative and you will even turn them into the staunchest of advocates.
Space Utilization:
With less Inventory and WIP, you need less space to put the stuff. Add to that a re-engineering of the production process to embrace Cell-Flow, and you would be amazed at the real-estate that is freed. I worked with one company who was contemplating the building of a 150,000sf warehouse to store their inventory and make way for an expansion of the production lines. But a successful Lean Initiative (primarily utilizing 5S, VSM, and Cell-Flow ) not only negated the need for a warehouse, but afforded enough free real-estate to also expand their production line. In essence, the Lean Initiative eliminated the capital expenditure requirements of a new building.
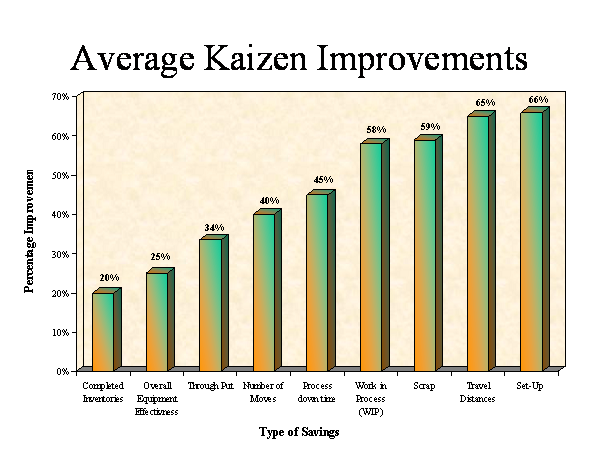
What is “Kaizen”?
“Kaizen” is Japanese for “To take apart and put back together again in a better way”.
A Lean Initiative consists of a series of sub-activities called “Kaizen Events ” which are digestible pieces of an entire Lean Initiative and which are definable and quantifiable. A series of individual Kaizen Events, executed in waves with a total goal in mind, constitutes a Lean Project. Any “continuous improvement” program requires, by definition, that it never end. As such, it is important to ALWAYS keep in mind that Lean is a journey, not a destination.
I especially enjoy when I call a prospect and they tell me they are already “Lean”. As soon as they say that, I know they are not.
My theory of the “evolution of processes” is that every process has, at its kernel, the genetic make-up that existed in the “primordial soup ” of its birth. Over time, these processes were never re-engineered from end-to-end, with optimization in mind, but were rather just added-to in order to satisfy an immediate need.
I could not even tell you how many times I questioned an activity only to hear “that’s the way it’s always been done”. Then I find out that the activity had a purpose at one time, and that a change in the process rendered the activity unnecessary… yet it is still being done. The processes have turned into “Rube-Goldberg Machines ” – an inelegant solution to a simple problem.
An example of a Rube Goldberg Machine to which we can all relate is the Internal Revenue Code (IRC). It started out as a very simple process, with just a few forms and instructions. It has evolved over time to be such an unwieldy and inelegant endeavor that I am certain that I can give two tax professionals the exact same information to complete an average “Long-Form 1040” and the end results would be different from one another. This is no way for results to be “repeatable”.
If you ever find yourself thinking, “There must be a better way”, I can assure you that there is. And you will use Kaizen to make it so.
But this will cost money…
Yeah? So what?
It’s not what it costs… It’s what it makes. Cash is the fuel for the financial engine.
And as with fuel, you can waste cash by being careless. But use it wisely, and you will get to where you need to be most effectively.
I know a lot of acquirers whose portfolio companies are not performing as their forecasts had predicted when they were purchased. And of course, many will blame the economy or whatever (never themselves). To borrow a phrase from Ralph Keller, “There are only two types of forecasts… wrong ones and lucky ones.”
Of course, when these forecasts prove inaccurate and overly optimistic, the knee-jerk reaction from leadership is to just; “eliminate marketing”, “cut heads in production”, “beat-up the vendors”, “abuse the customers”, “blame government or unfair foreign competition” and reduce costs any way possible. It would be wiser to reduce costs in the right way. Just look at the happenings on Wall Street and in banking to see examples of this.
Years ago in the early 80’s, Billy Joel was singing about Allentown, Pennsylvania and how all of the steel-mills were being shut-down. At the same time, you had all of the steel companies in the United States telling Congress that they were the victims of unfair trade practices and “dumping”. Nonsense… The steel companies in the United States had not invested in their businesses for decades and were being outperformed by the “Young Turks ” who had more modern production methods and were not tied to the “old way”. They got beat because they were not as good. They got beat because they deserved to be beat.
There is a parallel to the steel industry of yesteryear and the automotive industry of today (especially the domestic manufacturers). And if the automotive industry does not wish to take the steps necessary to evolve and survive on their own terms, then they will be forced to evolve under terms that are not under their control – and to less sure results. We can even see examples of this now in the goings-on at Chrysler versus Fiat .
It was also reported in a recent Wall Street Journal that the new CEO of Chrysler, Robert Nardelli, stated that the way to turn Chrysler around was through Operational Excellence (a combination of Lean / Six-Sigma and Leadership) and a transformation in the corporate culture to embrace such change. As Chrysler’s owners, Cerberus (a private equity firm) rue the drain Chrysler is having on their own performance, they can only hope that Nardelli’s words turn into deeds which produce results. But already we are seeing that the manifestation of Nardelli’s interpretation of Operational Excellence is just a re-labeling of the “cut and slash” methods of the “old way” – versus the true essence of Operational Excellence – reconfigure and optimize – that was employed at Fiat with much success .
But this will cost money…!
Yes it will. But I will argue that these initiatives are self-funding from the short-term results realized NOW!
I will further argue that the results you should expect are a MINIMUM of 4x investment over a ONE-YEAR Period.
For instance, I was recently made aware of two companies where there is a quantified “opportunity for improvement”, but that these opportunities are not being attacked because the companies have decided that it is better to horde cash than to make money. They will suffer attrition of their cash position and cash-flow as a direct result of not acting.
In both instances, scrap and waste are at issue.
In the first company, there is a process which is producing $250,000 worth of scrap per year. They know the problem lies in a production process, but they lack the ability to analyze the interoperabilities of the variables involved in the process and effect the change. We have demonstrated a method and means to bring this failure rate to 10% of what its existing state is producing for an investment of $50,000. The company controller has decided to defer to preserve cash. The net result of this decision is to forgo a benefit of $175,000 in year one, and $225,000 in each subsequent year. Of course, they will consider moving forward when the “economy picks up”. With that mindset, let’s hope they last that long.
In the second company, reducing scrap by 50% alone would make them profitable. In addition to the scrap, they have inventory issues in that a significant amount of inventory sits on the shelf for a year or more. By attacking both issues, they would become profitable and dramatically improve their cash-flow. But they don’t know where to start, so they do nothing. “A journey of a thousand miles begins with the taking of the first step”. In this case, it does not really matter where they start, so long as they start.
How good can you be?
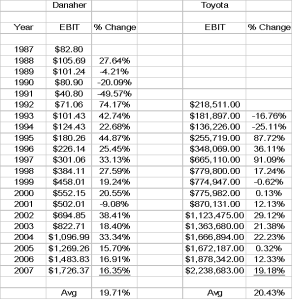
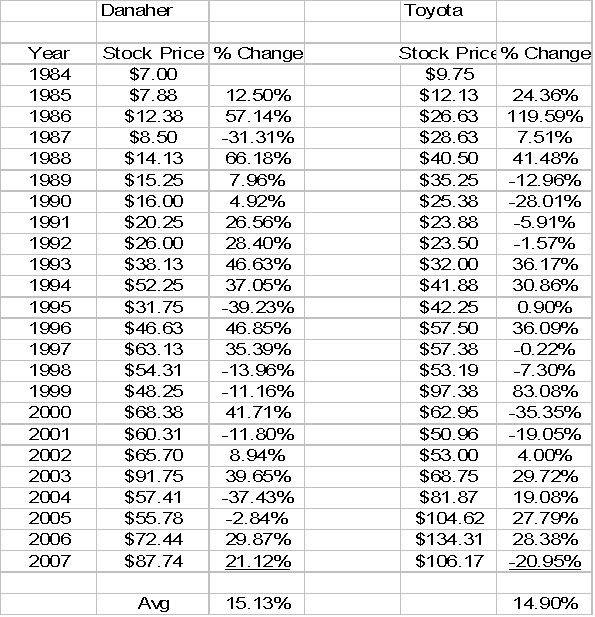
Let’s examine two companies which have taken Lean as their “religion”, Danaher and Toyota. Below you will find two charts with the first showing Stock Price of the companies from 1984 through 2007 and the second showing Earnings Before Interest and Tax (EBIT – a measure of cash-flow from operations) of the companies over the same period. As you can see, the stock price of these two companies increased an average of approximately 15% annually over the period – beating almost all of the indexes. And even more important to observe is that EBIT increased an average of approximately 20% annually over the same period.
Of particular interest was my looking at 2007. Even though the stock price of Toyota decreased by approximately 21% in 2007, there was an INCREASE in EBIT of approximately 19% that year. Remember, a stock price is guided in part by emotion – but CASH IS KING.
Other than “inheriting it”, there are basically two ways to make money; increase the top-line (revenue) and reduce your costs… And how wonderful it is when you actually do BOTH.
Stock Price:
EBIT:

How do I get to the Promised Land?
“If not me, who… If not now, when…”
First, you have to decide that maintaining the status-quo is not a strategy – nor a tactic – to success.
Second, you have to decide to do something about it, and then go about doing it. Don’t confuse “studies” with progress.
And lastly, embracing Lean is like a religion… And it has to be embraced at the leadership level – the C-Level.
Remember, the only thing below C (sea) Level is Death Valley.
To profit, you have to be – or have – prophets.
There are people who “get it.” They completely understand Lean, its methodologies, approach and benefits. Wonderful. These people ARE the prophets who will make it happen and reap the rewards. Their biggest obstacle will be communicating their vision to others and getting them to follow. They will have to nurture them with education, support them with resources, and maintain their confidence.
Then there are people who don’t “get it”, but want to, and understand that doing nothing is not the answer. These people have to become “believers” and follow based upon their “faith” – faith that those around them share their vision, will make it happen – and that they will achieve their goals as a result. The biggest obstacle with these people is that they will need to surround themselves with the best… the prophets.
Then there are those who are facing the challenges and the threats, but choose to do nothing. These people, and their companies, are doomed to a corporate purgatory – a place of nothingness where the status-quo is maintained, and progress is only incremental, if at all.
Can I hear an “Amen”?
 Paris is the Founder and Chairman of the XONITEK Group of Companies; an international management consultancy firm specializing in all disciplines related to Operational Excellence, the continuous and deliberate improvement of company performance AND the circumstances of those who work there – to pursue “Operational Excellence by Design” and not by coincidence.
Paris is the Founder and Chairman of the XONITEK Group of Companies; an international management consultancy firm specializing in all disciplines related to Operational Excellence, the continuous and deliberate improvement of company performance AND the circumstances of those who work there – to pursue “Operational Excellence by Design” and not by coincidence.
He is also the Founder of the Operational Excellence Society, with hundreds of members and several Chapters located around the world, as well as the Owner of the Operational Excellence Group on Linked-In, with over 25,000 members.
For more information on Paris, please check his Linked-In Profile at: http://de.linkedin.com/in/josephparis





